dehumidifier 3: hot-plate hiccough
Yesterday, I was hoping to continue work on my dehumidifier project; using a desiccant wheel to adsorb water onto silica gel balls on one side of a machine, and hot air to evaporate water from the balls (regenerate them) on the other side.
The hot-plate arrived for the machine. I tested it, using an old 12V adaptor for power supply. It works well – heats up very quickly. I don’t know what its limits are, but I feel that 105°C is well within its capabilities.
But instead of then working on the machine itself, I spent a few hours making space on my son’s laptop and then installing the Unity development platform. I’ve been trying to get him away from Scratch and onto something more practical, because Scratch is nice, but it’s a dead end.
You won’t find people designing grown-up programs in Scratch, because it simply doesn’t have the capabilities. Database access, complex graphics, file manipulation.
But Unity does, because it binds naturally to some languages that you can then use elsewhere. In this case, C#. But, beggars can’t be choosers!
I bought him a book on how to start coding in C# by creating a game in Unity. With the book, you build a side-scroller game. I really hope he likes it. More than that, I hope the book is not obsolete already!
On the desiccant wheel project, I realised there is a really bad problem – in order to regenerate, the silica gel balls must be baked at more than 100°C in order to let the water evaporate.
PLA (the plastic I print in at the moment) melts at 180°C, but its glass-transition temperate (its Tg) is between 65°C and 70°C. That means that if I have a section of my machine which is around 105°C, then the plastic there may warp.
While this is a real problem, I don’t think it’s insurmountable. The first thing I will do is to just try it as if it will all just work out fine. You never know! And if it turns out there is a problem, I will come up with a solution. That’s what I do.

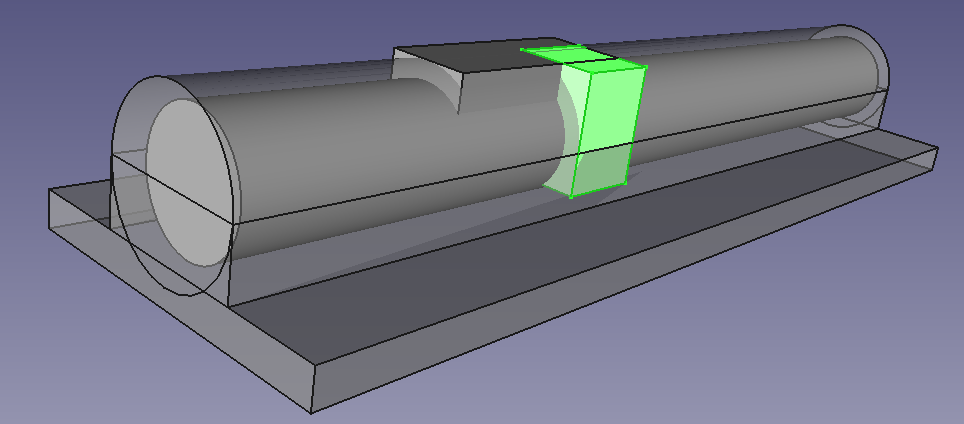
The biggest warping problem will be the grill on the inner-facing part of the desiccant wheel (green in the image), which keeps the silica gel ball bags from falling out. If that warps, then it will quickly jam the wheel from turning. A redesign of the wheel is major. It would involve changing how the wheel is turned, and probably changing the orientation of the entire machine.
The way I have it at the moment, the wheel rotates on-edge, with two big circles with small air-holes in them, to allow air into the silica gel balls contained inside. If I was to change the orientation so the wheel is held flat with the green grill facing upwards, then the grill would not be needed at all, and the hot air could be blown directly onto the bags themselves.
This is a major change to the design, though, because I would then need to change how to wheel is balanced (currently two ball-bearings on the edge) and how the wheel is rotated in the first place (currently a gearbox held against the grill).
A possible solution is to move the gearbox underneath the flat wheel. Hmm… Yeah, I think that’s actually a good solution. I have a plan now.